コラム
media
media
column

生産現場でボルトやネジを確実かつ迅速に締結することは、製品品質とライン効率を左右する重要な要素です。特に少量多品種生産や熟練工不足が進むベトナムの製造拠点では、適切な締結ツールを選定するかどうかが、歩留まりや稼働率に直結します。本記事では、ツール選定の考え方を体系立てて解説し、実務で即活用できる判断軸を提示します。
トルク値のばらつきが大きいと、増締めや品質検査の手戻りが発生しサイクルタイムが長引きます。東日トルクハンドブックの試験データによれば、手動式トルクレンチ(直読式)でM8ボルトを1本締めるのに平均9.6秒を要するのに対し、全自動ナットランナでは3.2秒と約3分の1に短縮できます。
さらに動力式ツールは回転数が一定のためトルク曲線が安定し、締付け力のバラつき(Cpk)が0.6→1.4へと向上した事例も報告されています。このように再現性の高いツールほど作業時間を大幅に短縮できるため、ラインタクトの短い家電・二輪部品ラインでは必須条件となります。
ベトナムを含むASEAN各国では熟練メカニック不足が慢性化しており、1ラインあたりの作業者数を削減しつつ品質を維持する仕組みづくりが求められています。油圧トルクレンチやボルトテンショナーは「反力確保」や「同時締付け」により1人でも安全に高トルクを再現でき、最少人数化と身体負荷軽減を実現します。
加えて、プリセット型トルクレンチやデジタルナットランナはOK/NGを音やランプでフィードバックするため新人でも即戦力化できる点が評価されています。こうしたツールの高度化による“技能の道具化”が、熟練工不足解決の鍵です.
| 視点 | チェックポイント | 関連ツール例 | 根拠・規格 |
|---|---|---|---|
| トルク/軸力要件 | 目標トルクはツール最大出力の70%以下で達成 | 油圧トルクレンチ、ボルトテンショナー | JIS B 2251、東日トルクハンドブック |
| ボルト・ナット形状/本数 | 全ネジ・袋ナット等でソケット可否が変わる | センターホール型レンチ | ー |
| クリアランス/姿勢 | 軸方向・周囲・スイング角を確認 | ピストル型レンチ vs アングル型レンチ | ー |
| 動力源と作業量 | AC200 V/エア/バッテリー | バッテリートルクレンチ | ー |
| 管理精度クラス | ±30 %〜±5 %で機器グレードを選択 | 直読式 ↔ デジタル式 | 東日トルクハンドブック |
ツール選定フローチャート項目名
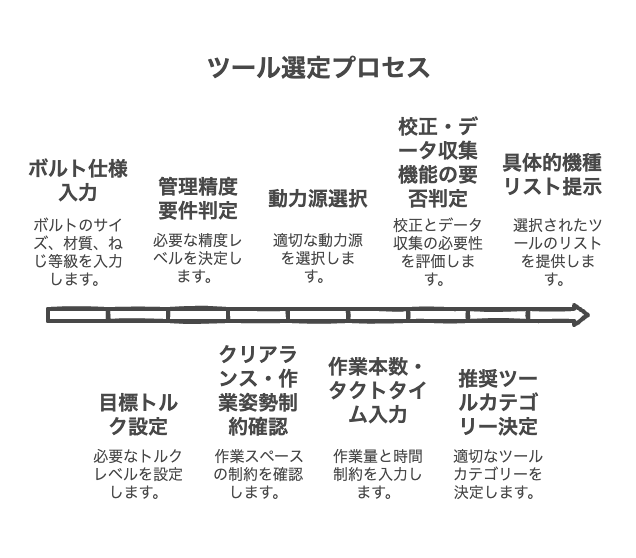
製造現場で締結ツールを選定する際は「ボルト仕様」「現場条件」「管理精度」という3つの軸で候補を絞り込むことが、品質確保と生産性向上を両立させる近道です。特にベトナム拠点では電源やエア供給に制約があるケースが多いため、動力源の可用性を早期に確認しておくと後工程の手戻りを防げます。加えて、目標トルクの1.5倍以上の定格を持つツールを採用すると、負荷率が下がり長寿命化につながります。
サンプルや資料などのご相談は本メールにお返事いただくか、弊社担当営業までご相談ください!
オータベトナムではねじやボルトの締結部品などの既製品販売をはじめとして、
モノづくりの裾野である切削加工、検査、組み立て、梱包なども対応を行っております。
弊社の設備一覧はこちらをクリック
アジアの製造業の皆さまの”便利屋”として、お困りがあればオータベトナムへご相談ください!
URL: https://ohtavn.com/contact/