Ốc vít dùng trong môi trường đặc biệt: Sự phát triển của công nghệ ...
Chuyên đề
media
column
Ốc vít dùng trong môi trường đặc biệt: Sự phát triển của công nghệ chịu nhiệt và chống ăn mòn
Lời mở đầu
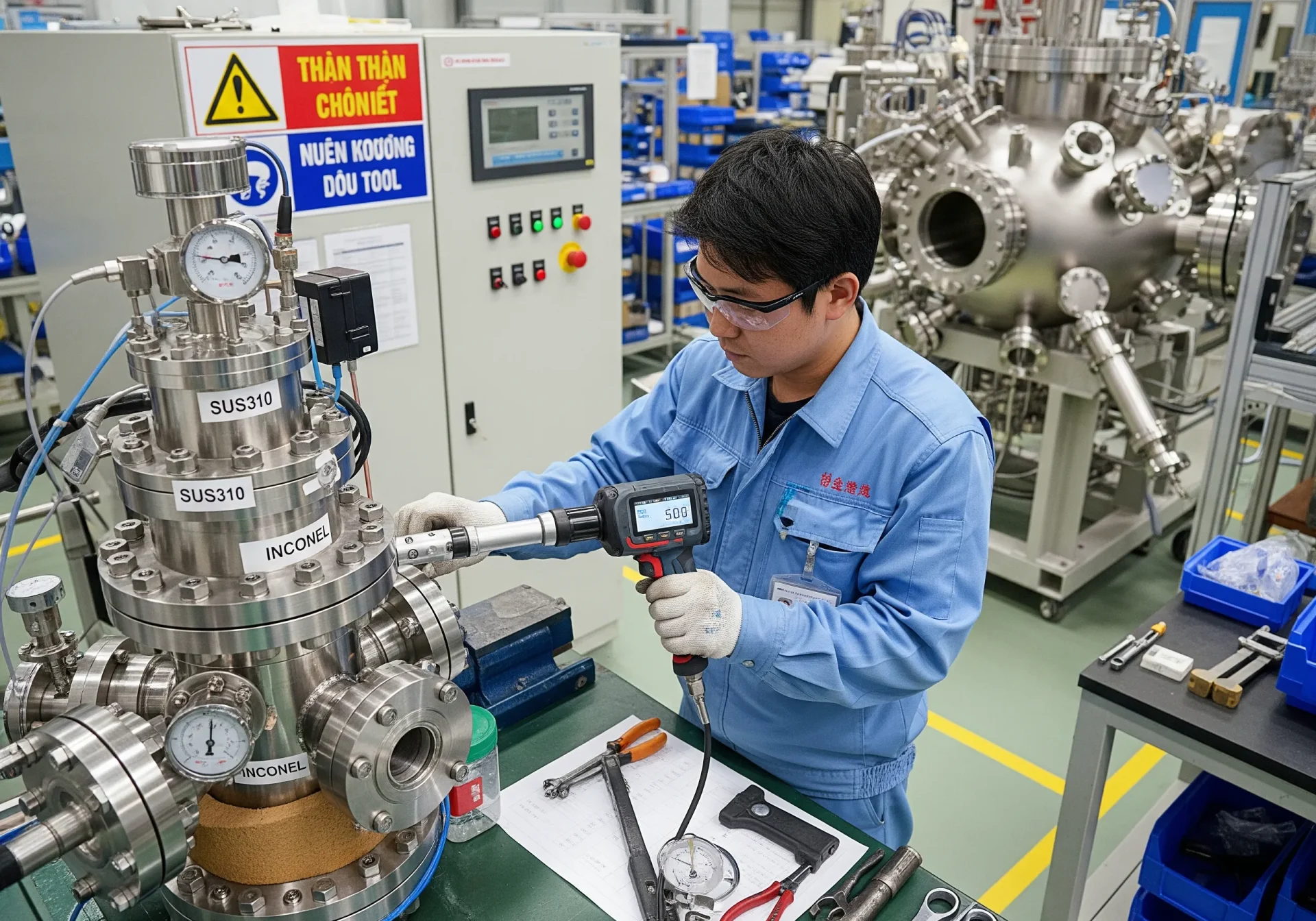
Bài viết này cung cấp những kiến thức thực tế cho các kỹ sư về việc lựa chọn ốc vít đảm bảo độ tin cậy trong các môi trường khắc nghiệt, chẳng hạn như trong các thiết bị sản xuất bán dẫn, ô tô và nhà máy chế biến thực phẩm.
Bài viết tổng quan về các rủi ro và biện pháp đối phó trong môi trường nhiệt độ cao, hóa chất, nước mặn và chân không, bao gồm vật liệu, xử lý bề mặt, tiêu chuẩn và quản lý mô-men xoắn. Tập trung vào “khả năng chịu nhiệt của ốc vít” và “khả năng chống ăn mòn của ốc vít”. Đồng thời, bài viết cũng trình bày các điểm chính để tối ưu hóa việc mua sắm tại Việt Nam. Ngoài ra, các khía cạnh vận hành như tránh kẹt ren, truy xuất hiệu chuẩn, và quản lý dữ liệu siết bằng IoT cũng được giải thích ngắn gọn, dễ áp dụng.
Kiến thức cơ bản và xu hướng mới nhất về ốc vít chịu nhiệt và chống ăn mòn
Ba yếu tố chính để xác định môi trường ứng dụng
Việc lựa chọn ốc vít chịu nhiệt và chống ăn mòn được sắp xếp dựa trên ba điểm:
① nhiệt độ và môi trường hoạt động (oxy hóa, khử, chân không, hóa chất),
② tải trọng cơ học (lặp đi lặp lại, rung động, va đập)
③ vật liệu và tình trạng bề mặt.
Cách tiếp cận cơ bản là trước tiên xác định phạm vi nhiệt độ và môi trường mà nó sẽ tiếp xúc, sau đó làm rõ lực dọc trục yêu cầu và tần suất tháo lắp.
Mối quan hệ giữa mô-men xoắn và nhiệt độ (Điểm mấu chốt trong thiết kế)
Trong công thức cơ bản T = K・F・d
(trong đó K là hệ số đai ốc), K thay đổi theo chất bôi trơn, lớp phủ, độ nhám bề mặt và nhiệt độ.
Ở nhiệt độ cao, lực dọc trục có xu hướng giảm do chênh lệch giãn nở nhiệt và rão, cộng với sự suy giảm của chất bôi trơn. Các biện pháp đối phó hiệu quả bao gồm sử dụng lớp phủ ma sát thấp (PTFE/DLC, v.v.), mỡ bôi trơn tương thích với nhiệt độ cao, sử dụng phương pháp kiểm soát góc siết và lập kế hoạch siết lại sau các chu kỳ nhiệt.
Cơ chế và rủi ro ăn mòn
Ăn mòn chủ yếu xuất hiện dưới dạng rỗ, ăn mòn kẽ hở và nứt do ăn mòn ứng suất (đặc biệt trong môi trường Cl⁻).
– Trong môi trường chân không, các thách thức bao gồm ô nhiễm bề mặt và rò rỉ ảo.
– Với hóa chất, các vấn đề là sự rửa trôi vật liệu và giòn hydro.
– Trong nước biển, ảnh hưởng của clorua là một mối quan tâm lớn.
Ngoài việc lựa chọn vật liệu phù hợp (316L/duplex/hợp kim Ni/Ti/PEEK), có thể giảm thiểu rủi ro thông qua thụ động hóa, đánh bóng điện hóa, và thiết kế gioăng và lỗ thoát khí phù hợp.
Xu hướng mới nhất trong các lĩnh vực
Tối ưu hóa theo vị trí: Xu hướng “tối ưu hóa hỗn hợp” đang phát triển, sử dụng hợp kim gốc Ni cho các bộ phận nhiệt độ cao, thép không gỉ duplex hoặc Ti cho các khu vực nước nóng và nước biển, và 316L cho các bộ phận thông thường.
Chống kẹt ren: Nguy cơ kẹt được giảm bớt bằng cách sử dụng các lớp phủ ma sát thấp như DLC/CrN và PTFE, kết hợp với tốc độ siết và bôi trơn thích hợp.
Tiêu chuẩn hóa khả năng tương thích với chân không: Thời gian bơm hút chân không được rút ngắn và ngăn ngừa ô nhiễm lại bằng cách sử dụng ốc vít có lỗ thông hơi, đánh bóng điện hóa và làm sạch chính xác.
Vận hành có thể truy xuất nguồn gốc: Cờ lê lực thông minh được kết hợp với quản lý hiệu chuẩn để sử dụng dữ liệu siết cho việc kiểm toán chất lượng.
Các điểm cần lưu ý khi tại Việt Nam
Đáp ứng yêu cầu đa chủng loại – số lượng nhỏ, Việt Nam có lợi thế chuyển đổi linh hoạt trong công đoạn (vật liệu – xử lý bề mặt – làm sạch – đóng gói). Có thể thay thế theo từng bước từ SUS → hợp kim nền Ni → Ti/PEEK để tránh chất lượng vượt mức cần thiết, đồng thời tối thiểu hóa LCC (từ đầu tư – bảo trì – tái thu mua).
Thiết kế tối ưu và quản lý mô-men xoắn với vật liệu, xử lý bề mặt và tiêu chuẩn (JIS/ISO)
Nguyên tắc lựa chọn vật liệu
Trong môi trường khắc nghiệt, vật liệu được lựa chọn bằng “tối ưu hóa cục bộ” theo nhiệt độ, môi trường và tải trọng cơ học.
– Đối với quá trình oxy hóa ở nhiệt độ cao, sử dụng SUS309/310.
– Đối với các ứng dụng lên đến 700°C yêu cầu độ bền cao, chọn hợp kim gốc Ni (Inconel 625/718, v.v.).
– Đối với môi trường nước biển hoặc hóa chất, sử dụng SUS316L/duplex (2205, v.v.) hoặc Ti.
– Đối với nhu cầu cách điện, trọng lượng nhẹ và kháng hóa chất, PEEK được ưu tiên.
Điều quan trọng là phải kiểm tra độ cứng và hệ số giãn nở nhiệt của vật liệu đối tiếp để ngăn ngừa ăn mòn điện hóa do tiếp xúc kim loại khác loại.
Ma trận đơn giản
Môi trường/Yêu cầu
Vật liệu đề xuất
Ghi chú thiết kế
800-1,100°C, Không khí
SUS309/310
Duy trì lớp màng oxit, thiết kế dự phòng độ giãn nở có tính đến chênh lệch giãn nở nhiệt.
Lên đến 700°C, Độ bền cao + Chống ăn mòn
Inconel 718/625
Các biện pháp kết hợp chống rão, oxy hóa và clorua.
Nước biển, Tác hại của muối
SUS316L/Duplex, Ti
Các biện pháp chống ăn mòn rỗ và kẽ hở, sử dụng cùng với vòng đệm cách điện.
Hóa chất, Không từ tính, Trọng lượng nhẹ
PEEK/Gốm
Sử dụng chiều dài ăn khớp ren dài hơn, lưu ý đến biến dạng nhiệt.
Sử dụng chọn lọc các phương pháp xử lý bề mặt và hoàn thiện
Thụ động hóa (ví dụ: tương đương ASTM A967): Tăng cường khả năng chống ăn mòn bằng cách loại bỏ sắt tự do và củng cố lớp màng thụ động. Cũng cải thiện khả năng làm sạch khi nhận hàng.
Đánh bóng điện hóa: Giảm sự bám dính của bụi bẩn và kẹt ren bằng cách làm mịn bề mặt. Hiệu quả cho khả năng làm sạch trong các ứng dụng chân không, thực phẩm và dược phẩm.
Lớp phủ ma sát thấp (PTFE/PFA/PEEK): Hạn chế sự thay đổi mô-men xoắn và cung cấp khả năng kháng hóa chất. Kiểm tra thông số kỹ thuật để sử dụng liên tục ở nhiệt độ cao.
Lớp phủ PVD (DLC/CrN, v.v.): Chống kẹt và mài mòn, thích hợp cho việc tháo lắp lặp đi lặp lại. Áp dụng cho các bộ phận trượt và bu lông chịu tải cao.
Lưu ý: Mạ kẽm không phù hợp với môi trường nhiệt độ cao, axit mạnh hoặc kiềm mạnh. Tránh sử dụng ngoài các ứng dụng đã định.
Tiêu chuẩn và kiểm tra nghiệm thu (Tập trung vào JIS/ISO)
Tính chất cơ học: Đối với thép không gỉ, xác nhận cấp độ bền và ký hiệu vật liệu theo ISO 3506/JIS B 1054. Đối với hợp kim gốc Ni và Ti, các tiêu chuẩn JIS/ISO áp dụng còn hạn chế, vì vậy hãy chỉ định chúng cùng với thông số kỹ thuật của nhà sản xuất và các bảng tiêu chuẩn ASTM/ASME.
Đánh giá khả năng chống ăn mòn: Sử dụng ISO 9227 (thử nghiệm phun muối) như một “chỉ số đánh giá so sánh và QC”, nhưng tránh chuyển đổi trực tiếp sang tuổi thọ sử dụng trong môi trường thực tế. Kết hợp với các thử nghiệm phơi nhiễm hoặc thử nghiệm hóa chất cụ thể khi cần thiết.
Truy xuất nguồn gốc: Bao gồm lô nhiệt/chứng chỉ vật liệu, chứng nhận vật liệu, tuân thủ RoHS/REACH và chứng nhận xử lý bề mặt (điều kiện thụ động hóa/đánh bóng điện hóa) trong thông số kỹ thuật giao hàng.
Quản lý mô-men xoắn thực tế
Dựa trên công thức T = K・F・d, mô-men xoắn mục tiêu T được xác định từ lực dọc trục mong muốn F. Vì K (hệ số đai ốc) thay đổi theo chất bôi trơn, lớp phủ, độ nhám và nhiệt độ, nên thử nghiệm tương quan với bu lông thực tế được khuyến nghị.
Xác định giá trị K: Với chất bôi trơn, lớp phủ và tốc độ siết được chỉ định, đo tương quan T-F cho n≥5 để đặt giá trị kiểm soát từ K trung bình và độ lệch chuẩn.
Sử dụng phương pháp kiểm soát góc siết: Đối với các mối nối có gioăng hoặc nơi có lo ngại về việc giảm lực dọc trục ở nhiệt độ cao, hãy hạn chế sự thay đổi bằng cách áp dụng một mô-men xoắn sơ bộ được chỉ định sau đó là siết kiểm soát góc.
Chính sách siết lại: Dựa trên lực dọc trục còn lại sau khi thử nghiệm chu kỳ nhiệt, xác định xem có thực hiện siết lại sau lần bật nguồn/gia nhiệt ban đầu hay không.
Hiệu chuẩn dụng cụ: Dụng cụ cầm tay được hiệu chuẩn định kỳ theo ISO 6789. Đối với dụng cụ điện, lưu lại nhật ký mô-men xoắn/góc/tốc độ quay và liên kết chúng với ID của người vận hành.
Tiêu chuẩn hóa quy trình làm việc: Tiêu chuẩn hóa quy trình: làm sạch ren và bề mặt tiếp xúc → bôi một lớp mỏng chất bôi trơn được chỉ định → siết ở tốc độ quay bằng hoặc thấp hơn tốc độ quy định → đánh dấu → ghi lại.
Những cạm bẫy trong thiết kế và biện pháp đối phó
Kẹt ren: Thép không gỉ Austenitic dễ bị kẹt. Hạn chế điều này bằng cách ghép các vật liệu khác loại, lớp phủ DLC/PTFE và kiểm soát tốc độ siết.
Chiều dài ăn khớp ren không đủ: Đặt mục tiêu ≥1.0d cho kim loại-kim loại và 1.5-2.0d cho vật liệu đối tiếp là nhựa hoặc mềm. Đồng thời, kiểm tra áp suất chịu lực trên bề mặt tiếp xúc.
Lỏng lẻo: Đai ốc nylon không phù hợp với nhiệt độ cao. Sử dụng đai ốc khóa hoàn toàn bằng kim loại, đai ốc đôi hoặc vòng đệm lò xo, và đảm bảo lực dọc trục bằng phương pháp kiểm soát góc siết.
Ăn mòn điện hóa: Trong môi trường nước biển hoặc ẩm ướt, tránh tiếp xúc giữa các kim loại khác loại. Nếu cần, sử dụng vòng đệm cách điện và vật liệu làm kín.
Mẫu thông số kỹ thuật (Trích đoạn)
Vật liệu: SUS310S / Inconel 718 / SUS316L / Ti Gr.2, v.v. (chỉ định theo bộ phận)
Bề mặt: Thụ động hóa (điều kiện), Đánh bóng điện hóa (giới hạn Ra), Lớp phủ DLC/CrN hoặc PTFE (độ dày lớp phủ, hệ số ma sát)
Mô-men xoắn: Lực dọc trục mục tiêu, giá trị K, loại chất bôi trơn, tốc độ siết, điều kiện kiểm soát góc siết
Kiểm tra: Kích thước, dưỡng ren, độ cứng, độ nhám bề mặt, số giờ phun muối (để so sánh), hồ sơ hiệu chuẩn dụng cụ
Truy xuất nguồn gốc: Lô, chứng chỉ vật liệu, thông số kỹ thuật làm sạch và đóng gói (mức độ sạch)
Các lỗi thường gặp và cách khắc phục
Rò rỉ mặc dù đã qua kiểm tra mô-men xoắn: Xem lại độ nhám bề mặt tiếp xúc và lựa chọn gioăng, chuyển sang phương pháp kiểm soát góc siết.
Ăn mòn sớm: Do cặn làm sạch hoặc muối chuyển sang. Ngăn ngừa tái phát bằng cách đánh bóng điện hóa, làm sạch bằng nước tinh khiết và đóng gói riêng lẻ.
Gãy bulông, ốc vít: Do đánh giá thấp giá trị K hoặc tốc độ siết quá mức. Khắc phục bằng các thử nghiệm tương quan tại chỗ và quản lý tốc độ quay.
Tối ưu hóa việc thu mua tại Việt Nam và vận hành tại chỗ: Giải pháp ốc vít của Ohta
Tại sao thu mua tại Việt Nam lại có lợi thế (Sản xuất đa dạng chủng loại, số lượng ít × Tạo mẫu nhanh)
Việt Nam cho phép xoay vòng nhanh từ đồ gá – xử lý bề mặt – làm sạch & đóng gói ngay tại chỗ, rất phù hợp với nhu cầu ít số lượng, đa chủng loại, thời gian giao ngắn.
Ohta Việt Nam cung cấp một giải pháp toàn diện, cung cấp các vật liệu đáp ứng yêu cầu về khả năng chịu nhiệt và chống ăn mòn (SUS310/Inconel/Ti/PEEK, v.v.) và các dịch vụ bao gồm thụ động hóa, đánh bóng điện hóa, phủ DLC/PTFE, làm sạch tương thích UHV và đóng gói riêng lẻ (có chất hút ẩm/niêm phong nitơ). Khả năng truy xuất nguồn gốc xuyên suốt quy trình cũng được đảm bảo thông qua chứng chỉ vật liệu, theo dõi lô và khắc laser.
Quy trình triển khai tại chỗ (Tạo mẫu → Sản xuất hàng loạt → Vận hành)
Xác định yêu cầu: Chúng tôi tiến hành các buổi lấy ý kiến về phạm vi nhiệt độ, môi trường (nước biển, hóa chất, chân không), tần suất tháo lắp và phương pháp siết (mô-men xoắn/góc).
Lựa chọn vật liệu và xử lý bề mặt: Chúng tôi thực hiện “tối ưu hóa hỗn hợp” SUS/hợp kim Ni/Ti/nhựa cho từng bộ phận, đồng thời đánh giá rủi ro kẹt ren và ăn mòn điện hóa.
Thử nghiệm tương quan: Chúng tôi đo giá trị K (trong các điều kiện bôi trơn, lớp phủ và nhiệt độ cụ thể) bằng bu lông thực tế để xác định mô-men xoắn cài đặt cho lực dọc trục mục tiêu.
Khởi động sản xuất hàng loạt: Chúng tôi thiết lập SLA cho các tiêu chí đạt (Ra, độ sạch, độ dày lớp phủ, hệ số ma sát) và xác định chu kỳ hiệu chuẩn cho các dưỡng kiểm tra và dụng cụ siết lực.
Đào tạo và Tiêu chuẩn hóa: Chúng tôi cung cấp sổ tay quy trình làm việc (làm sạch → bôi trơn → siết → đánh dấu → ghi lại) và tiến hành đào tạo tại chỗ.
Cải tiến vận hành: Chúng tôi phân tích nhật ký lỗi bằng SPC và liên tục đề xuất các cải tiến như thay đổi vật liệu, sửa đổi lớp phủ hoặc áp dụng phương pháp kiểm soát góc siết.
Quản lý chất lượng và truy xuất nguồn gốc (Tuân thủ kiểm toán)
Bộ chứng từ: Chúng tôi cung cấp một bộ tài liệu hoàn chỉnh bao gồm chứng chỉ vật liệu, tuân thủ RoHS/REACH, chứng nhận xử lý bề mặt (tương đương A967/điều kiện đánh bóng điện hóa), thông số kỹ thuật làm sạch/đóng gói và hồ sơ hiệu chuẩn dụng cụ (ISO 6789).
Theo dõi lô: Chúng tôi liên kết các dấu khắc laser với nhãn đóng gói, cho phép theo dõi đến từng bộ phận, giá trị mô-men xoắn và ID của người vận hành.
Tương thích với chân không và hóa chất: Đối với các ứng dụng UHV, chúng tôi thực hiện tẩy dầu mỡ → làm sạch siêu âm → rửa bằng nước tinh khiết → sấy khô → đóng gói sạch. Đối với các ứng dụng hóa chất, chúng tôi hỗ trợ các thử nghiệm chiết xuất và quản lý rửa trôi.
Tối ưu hóa hậu cần và tồn kho (VMI / MTO / Sắp xếp khẩn cấp)
Mô hình
Đặc điểm
Khi nào sử dụng
VMI (Tồn kho ký gửi do nhà cung cấp quản lý)
Hấp thụ biến động nhu cầu bằng kho hàng tại địa phương, bổ sung số lượng cố định.
Đối với các mặt hàng tiêu chuẩn và các bộ phận chung trên nhiều địa điểm.
MTO (Sản xuất theo đơn đặt hàng)
Tối ưu hóa vật liệu, xử lý bề mặt và thông số kỹ thuật làm sạch cho mỗi đơn hàng.
Đối với các thiết kế tùy chỉnh, đa dạng chủng loại số lượng ít hoặc thường xuyên thay đổi.
Sắp xếp khẩn cấp
Phục hồi trong vòng 24-72 giờ bằng vật liệu thay thế hoặc thông số kỹ thuật tạm thời.
Khi việc tránh ngừng dây chuyền là ưu tiên hàng đầu.
Chúng tôi giảm thiểu thời gian giao hàng và tổng chi phí bằng cách sử dụng chọn lọc Incoterms (FOB/CIF/DDP) và các chuyến giao hàng milk run.
Mẫu thông số kỹ thuật và đơn đặt hàng (Sao chép và sử dụng ngay)
Mặt hàng: Bulông lục giác M8×25 (ví dụ) / Ren JIS 6g / Bề mặt Ra≤0.8 μm
Vật liệu: Inconel 718 (bộ phận mặt bích) / SUS316L (bộ phận thông thường)
Bề mặt: Thụ động hóa, Đánh bóng điện hóa, Lớp phủ PTFE (hệ số ma sát 0.10±0.02 / độ dày 8–12 μm)
Làm sạch & Đóng gói: Tương thích UHV (tẩy dầu mỡ → nước tinh khiết → đóng gói sạch / gói riêng lẻ / có chất hút ẩm)
Quản lý mô-men xoắn: Lực dọc trục mục tiêu X kN, K=0.12 (giá trị thử nghiệm), chỉ định điều kiện kiểm soát góc siết + siết lại
Kiểm tra: Kích thước, dưỡng ren, độ nhám bề mặt, phun muối (để so sánh), hồ sơ hiệu chuẩn dụng cụ
Truy xuất nguồn gốc: Lô/Nhiệt, khắc laser (mã bộ phận + ngày)
KPI và trực quan hóa (Đánh giá hàng tháng)
Tỷ lệ lỗi siết (ppm) / Tỷ lệ siết lại / Số vụ kẹt ren / Thời gian giao hàng / Vòng quay tồn kho.
Chúng tôi trực quan hóa những điều này trên một bảng điều khiển theo quy trình và bộ phận để liên tục tối ưu hóa sự cân bằng giữa Chi phí/Chất lượng/Giao hàng (QCD).
Nghiên cứu điển hình (Tóm tắt)
Đối với một bộ phận hệ thống xả 700°C: việc chuyển từ SUS sang Inconel + PTFE đã giúp loại bỏ hoàn toàn hiện tượng kẹt ren, giảm 50% việc siết lại và cắt giảm 15% tổng chi phí bảo trì.
Đối với đồ gá bán dẫn, việc sử dụng ốc vít bulông có lỗ thông hơi SUS316L với đánh bóng điện hóa và làm sạch UHV đã rút ngắn thời gian bơm hút chân không xuống 20%.Trong cả hai trường hợp, quy trình từ tạo mẫu đến thử nghiệm tương quan và sản xuất hàng loạt đã được hoàn thành tại Việt Nam trong vòng bốn tuần.
Tóm lược
Trục lựa chọn là “Nhiệt độ × Môi trường × Tải trọng × Chi phí”. Làm việc ngược lại từ các điều kiện máy thực tế để làm rõ lực dọc trục yêu cầu và tần suất tháo lắp.
Lựa chọn vật liệu: SUS309/310 (oxy hóa nhiệt độ cao), Inconel 625/718 (lên đến 700°C + độ bền cao), 316L/duplex/Ti (nước biển, hóa chất), PEEK (cách điện, trọng lượng nhẹ).
Bề mặt/Hoàn thiện: Đạt được cả khả năng chống ăn mòn và ổn định mô-men xoắn với thụ động hóa/đánh bóng điện hóa/PTFE, DLC, CrN. Đối với chân không, tiêu chuẩn hóa trên ốc vít có lỗ thông hơi + làm sạch và đóng gói riêng lẻ.
Quản lý mô-men xoắn: T = K・F・d. Giá trị K thay đổi theo chất bôi trơn, nhiệt độ và độ nhám, xác định nó thông qua các thử nghiệm tương quan và vận hành với một kế hoạch đã định cho kiểm soát góc và siết lại.
Chất lượng và Tuân thủ kiểm toán: Đảm bảo khả năng truy xuất nguồn gốc với quản lý ISO 3506, JIS B 1054, ISO 9227, ISO 6789 và lô/chứng chỉ vật liệu.
Lợi thế của việc thu mua tại Việt Nam: Mạnh về sản xuất đa dạng chủng loại, số lượng ít và thời gian giao hàng ngắn, cho phép tối ưu hóa từ đầu đến cuối từ tạo mẫu đến sản xuất hàng loạt và cải tiến vận hành.
Từ việc xác định các yêu cầu về “khả năng chịu nhiệt của ốc vít” và “khả năng chống ăn mòn của ốc vít” đến việc tạo ra các thông số kỹ thuật, tiến hành các thử nghiệm tương quan giá trị K và triển khai tại chỗ, Giải pháp ốc vít của Ohta sẽ đồng hành cùng bạn. Hãy chia sẻ các thông số kỹ thuật và thách thức hiện tại của bạn.
Kết luận
Vui lòng gửi phản hồi qua email này hoặc liên hệ với bộ phận kinh doanh của chúng tôi nếu có bất kỳ câu hỏi nào liên quan tới mẫu sản phẩm hoặc tài liệu liên quan.
Tại Ohta Việt Nam, chúng tôi không chỉ cung cấp các sản phẩm đã làm sẵn như ốc vít và bulông, mà còn hỗ trợ các hoạt động trong lĩnh vực sản xuất như gia công cắt, kiểm tra, lắp ráp, đóng gói…
Danh sách thiết bị của chúng tôi nhấp để xem tại đây
Là “đơn vị chuyên hỗ trợ” cho ngành sản xuất ở châu Á. Nếu doanh nghiệp có bất kỳ câu hỏi hỏi nào liên quan, vui lòng liên hệ với Ohta Vietnam để được hỗ trợ chi tiết!
URL: https://ohtavn.com/vi/contact/