Column
media
media
column

Securely and quickly fastening bolts and screws on the production floor is a crucial element that affects both product quality and line efficiency. Particularly at manufacturing bases in Vietnam, where high-mix, low-volume production and a shortage of skilled workers are advancing, the selection of appropriate fastening tools directly impacts yield and operating rates. This article will systematically explain the approach to tool selection and present a decision-making framework that can be immediately utilized in practice.
If there is a large variation in torque values, rework such as re-tightening and quality inspection occurs, prolonging the cycle time. According to test data from the Tohnichi Torque Handbook, it takes an average of 9.6 seconds to tighten one M8 bolt with a manual torque wrench (direct reading type), whereas a fully automatic nutrunner can shorten this to 3.2 seconds, about one-third of the time.
Furthermore, because powered tools have a constant rotation speed, the torque curve is stable, and there are reports of cases where the variation in tightening force (Cpk) improved from 0.6 to 1.4. In this way, tools with higher repeatability can significantly shorten work time, making them an essential condition for home appliance and motorcycle parts lines with short line tact times.
A shortage of skilled mechanics has become chronic in ASEAN countries, including Vietnam, requiring the creation of systems that maintain quality while reducing the number of workers per line. Hydraulic torque wrenches and bolt tensioners allow even a single person to safely reproduce high torque through “reaction force assurance” and “simultaneous tightening,” realizing minimization of personnel and reduction of physical burden.
In addition, preset-type torque wrenches and digital nutrunners are valued for their ability to provide OK/NG feedback with sound or light, allowing even new workers to become immediately effective. This “tooling of skills” through the advancement of tools is the key to solving the shortage of skilled workers.
| Perspective | Checkpoint | Related Tool Example | Basis/Standard |
|---|---|---|---|
| Torque/Axial Force Requirements | Achieve target torque at 70% or less of the tool’s maximum output | Hydraulic Torque Wrench, Bolt Tensioner | JIS B 2251, Tohnichi Torque Handbook |
| Bolt/Nut Shape & Quantity | Socket usability changes with fully threaded bolts, cap nuts, etc. | Center Hole Type Wrench | – |
| Clearance/Posture | Check axial direction, surroundings, and swing angle | Pistol Grip Wrench vs. Angle Wrench | – |
| Power Source & Work Volume | AC 200V / Air / Battery | Battery Torque Wrench | – |
| Management Accuracy Class | Select equipment grade from ±30% to ±5% | Direct Reading Type ↔ Digital Type | Tohnichi Torque Handbook |
Tool Selection Flowchart Item Names
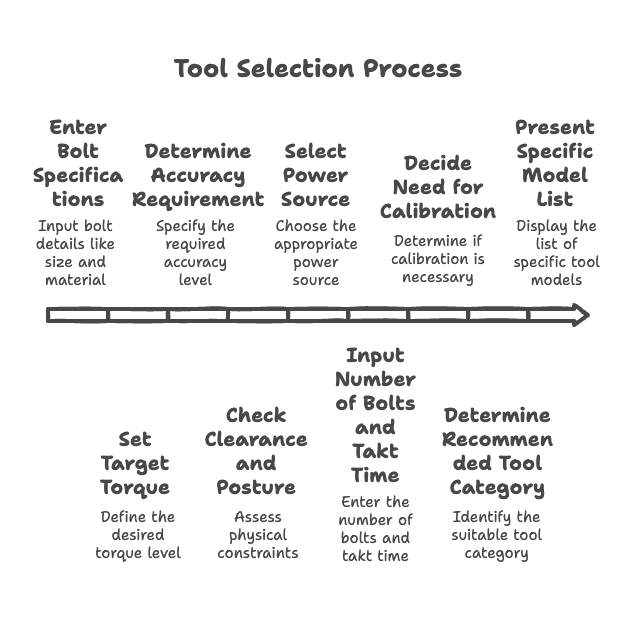
When selecting fastening tools on the manufacturing floor, narrowing down the candidates based on the three axes of “bolt specifications,” “site conditions,” and “management accuracy” is the shortcut to achieving both quality assurance and productivity improvement. Particularly at bases in Vietnam, there are often constraints on power and air supply, so confirming the availability of the power source early on can prevent rework in later processes. Additionally, adopting a tool with a rating of 1.5 times or more than the target torque will lower the load factor and lead to a longer lifespan.